




VERFAHREN
Sonderverfahren
für Bauteile aus Metall und Kunststoff

"Als Härterei sind wir für unsere Kunden ein fixer Bestandteil ihrer Wertschöpfungskette.
Darum legen wir Wert darauf auch Sonderverfahren auf höchstem Niveau anzubieten."
1. Vakuumlöten
Im Gegensatz zum konventionellen Löten kann beim Löten unter Vakuum komplett auf Flussmittel verzichtet werden, wodurch Einschlüsse im Lötspalt ausgeschlossen sind.
Ein höherer Füllgrad und höhere Festigkeiten sind das Resultat. Die Arbeitstemperatur beim Vakuumlöten wird so lange gehalten, bis die Lotspalte vollständig gefüllt sind. Danach wird die Temperatur abgesenkt, bis das Lot erstarrt. Abschließend wird das Bauteil definiert abgeschreckt.
Das Vakuum minimiert die Oxidation der beiden Teile und des Lotes. Das Löten im Vakuum ermöglicht Materialverbindungen, die sonst nicht möglich wären, und komplexeste Geometrien. Bei im Vakuum härtbaren Stählen sind in der Regel Löten und Härten miteinander kombinierbar. Das macht den Prozess äußerst wirtschaftlich.

2. Richten
Sollte es zum Verzug eines Bauteils kommen, besteht die Möglichkeit des Richtens. Hierbei wird zwischen Flammrichten und Kerbrichten unterschieden.
Beim Flammrichten werden gezielt Wärmepunkte mit einer Temperatur zwischen 400 und 600 °C an der erhabenen Stelle des Bauteils platziert. Bei der anschließenden Abkühlung wird ihm durch überlagerte Zugspannungen die gewünschte Form verliehen.
Dabei verringert sich die Materialhärte. Im Unterschied dazu werden beim Kerbrichten bei Raumtemperatur Druckeigenspannungen in die Oberfläche eingebracht, die das Werkstück wie benötigt formen. Nach dem Richten werden die Bauteile bei einer Temperatur von rund 200 °C thermisch entspannt.

3. Schrumpfen
Das Schrumpfen ermöglicht durch thermobedingtes Zusammenziehen und Ausdehnen zweier unterschiedlicher Materialien deren stabile Verbindung. Dabei wird das innere Material tiefgekühlt und das äußere erwärmt, um sie anschließend in einem manuellen Prozess ineinanderzufügen. Dieser Prozess kann nicht rückgängig gemacht werden.

4. Tempern
Um materialinterne Spannungen zu reduzieren sowie Festigkeit, Dimensionsstabilität und Wärmebeständigkeit zu verbessern, können Kunststoffe getempert werden. Dadurch werden spätere Beschädigungen vermieden oder zumindest minimiert. Beim Tempern wird der Kunststoff langsam und gleichmäßig erhitzt und die Höchsttemperatur über einen längeren Zeitraum konstant gehalten. Danach folgt ein sehr langsames und stetiges Abkühlen bis zum Erreichen der Raumtemperatur.

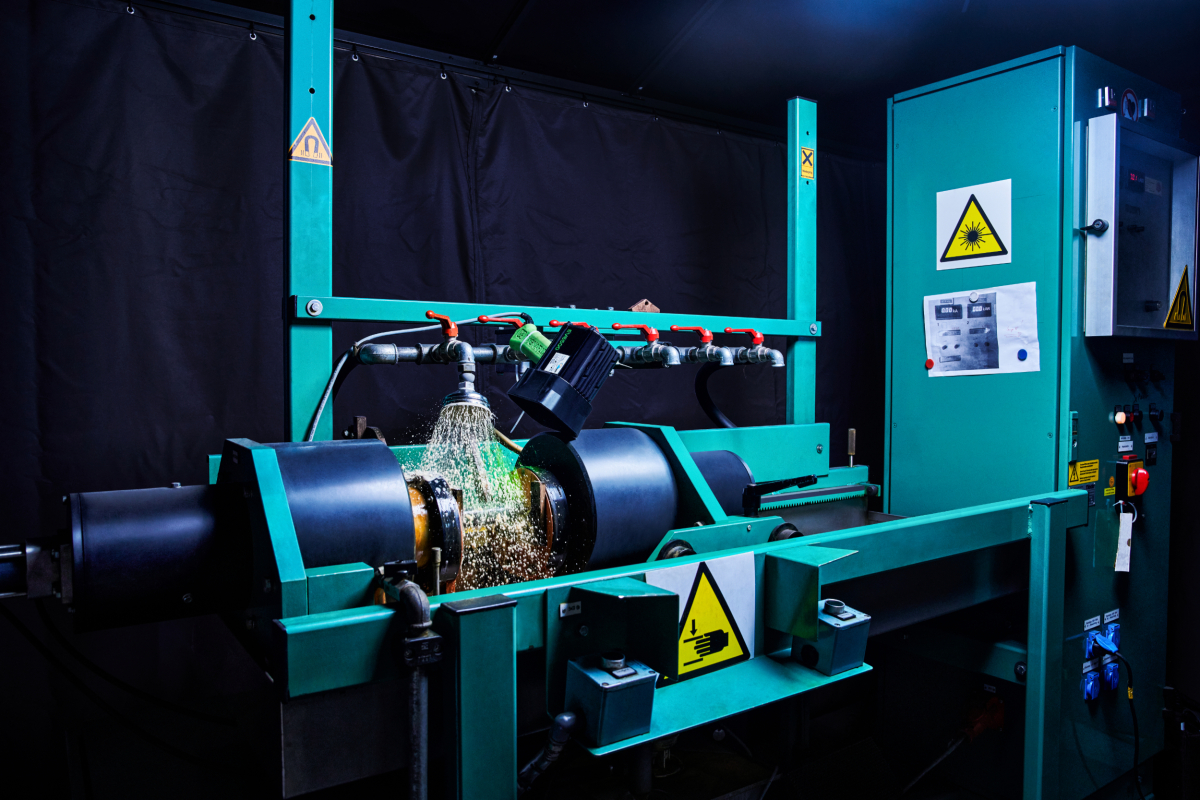
5. Magnetpulver-Rissprüfung
Die Magnetpulver-Rissprüfung ist ein Verfahren zum Nachweis von Rissen in oder nahe der Oberfläche ferromagnetischer Werkstoffe.
Für die Prüfung muss das Werkstück magnetisiert werden. Unsere Prüfanlage ist für Einzel- uns Serienteile geeignet. Die Bauteilgröße ist bis zu 900mm Länge möglich.
6. Richten mit Richtpresse
Ob Rund- oder Flachmaterial mit unserer hydraulischen Richtpresse erzielen wir immer präzise Ergebnisse.
Die Werkstücke werden durch gezieltes Biegen wieder in ihre Toleranz gebracht.


Angebot einholen
Fragen Sie jetzt kostenlos und unverbindlich
ein Angebot bei uns an!